


Harold Hall

Metalworking
Workshop Projects
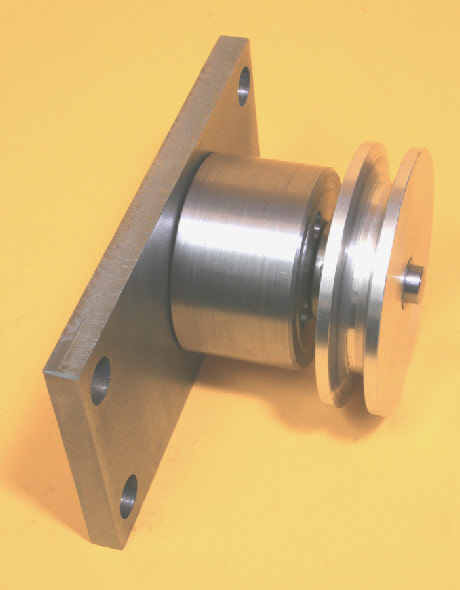
This is an optional assembly, Photograph 7, as described on the Basic Assembly drawing, the need for it depending on the chosen method of achieving the drive input. The amount of turning involved in making the filing machine is though almost entirely within this assembly much of which is quite critical and provides some interesting processes, if making it therefore the following method should be considered.
Spindle (26)
The essential feature of this part is that the two 9mm diameter lengths are concentric and a light push fit within the ball races to be used. As a result. tThese diameters must be turned without removing the part from the lathe using left and right hand Knife tools.
Input Drive Spindle.
Having made that statement, it is not totally correct as turning it between centres would also enable concentric diameters to be achieved easily. Even so, I think the method I am about to describe in detail, is marginally easier.
Fit a length of 16mm diameter steel in the three jaw, face and lightly centre drill the end. Then, extend the bar from the chuck by about 90mm with the end supported by the tailstock centre and turn the 36mm length at the tailstock end. Using a saddle stop to control the length will be a good idea as will be setting the top slide to 6°, as 0.1mm axial feed of the top slide will give 0.01mm radial feed, making it easier to set on small increments when achieving the final diameter. Use one of the ball races as a gauge to check the result. If you would prefer that the finished result did not end up with a centre drilled end make the diameter longer than 36mm so that it can be reduced in length later.
Now with a right hand knife tool fitted the shorter 9mm section can be produced, Photograph 8, and as it will be impossible to use the ball race as a gauge it is essential that you accurately replicate the diameter of the longer end that has been proven to be acceptable. Part off, reverse in the chuck, and face the end to produce the 10mm length. Finally, for the lathe, drill and tap M6 as per the drawing.

7
8

