


Harold Hall


With the vice permanently mounted at one end of the table it is immediately available for holding the workpiece that can then be easily and safely moved into place using the table's X and Y traverses. The vacant end of the table can be used for mounting a dividing head or similar, or clamping items directly to the table for drilling and even hand held applications but only where this is absolutely safe to do! Not being by any means an essential item this is very much a luxury though the reduction in the temptation to hand hold workpieces perhaps moves it a little towards being a desirable item of workshop kit. In the absence of a Compound table I would recommend using one of the economy cross vices which I did for many years. With safety having been mentioned note that the machine seen in the Photograph is fitted with an emergency stop foot switch.
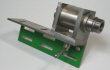
Most definitely not a luxury is my universal band saw, Photograph 5, as faced with cutting by hand even a small number of larger steel sections many a project would have been shelved before even getting started.
Whilst I purchased the milling machine, seen in Photograph 6, before both the drilling machine and the band saw I have placed it here in what I consider to be the order of importance of the machines, that is lathe, drilling machine, band saw and milling machine. The milling machine taking the last position as, providing the work undertaken is chosen to suit the available equipment, many milling operations can satisfactorily be carried out on the lathe.
The machine was purchased soon after such machines started to appear from the far east and at a time when their quality was at their lowest. Even so, with just a few improvements the machine has performed well for me. Two items that were particularly poor but easily corrected were the down feed stop and left/right table stops both of which were spongy and as a result very imprecise. One problem though that I failed to overcome was that the down feed handle with micrometer dial would move whilst machining, making it difficult to subsequently increase the depth of cut accurately with any degree of certainty. After living with the difficulty for many years and many attempts to solve the problem I eventually admitted defeat and fitted a digital readout as can be seen.
The smaller items
This is were my workshop becomes extensively equipped, ridiculously so if the reasons for this are not considered. Readers of the "Model Engineers' Workshop" will know that I have provided many articles whose purpose is to described some workshop process and illustrated this by making an item of workshop equipment. This means that I have often made an item to feature in the article even though I had no real need for an extra one of this or that.
My Workshops

Please note. I am not running the mill without a belt guard. The original was steel and very heavy making it both difficult and dangerous to remove for speed changing.
Just visible in the picture* is the transparent guard that I have now replaced it with. As a result, there are no more bruises and I am much more likely to run the machine at the best speed for the task.
*Best seen in the larger picture, click on the above to view.
5

6