

Harold Hall

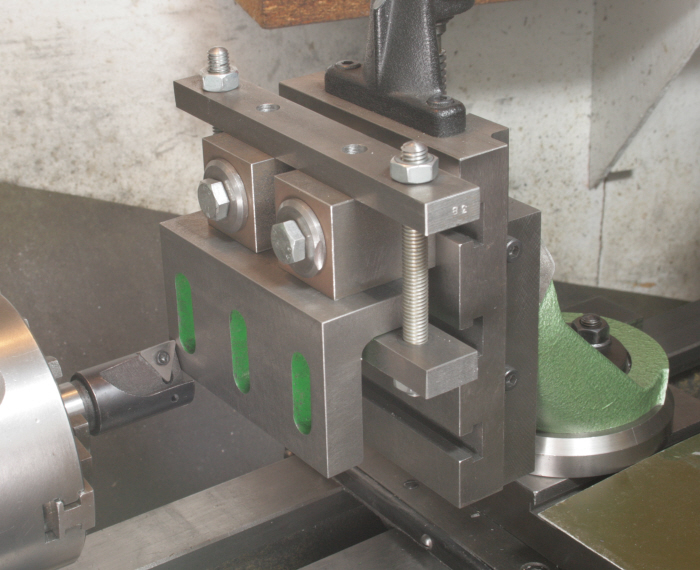
Next basically repeat the above, machining the second face, Photograph 2. However, if you casting has a curved edge, as does the one being illustrated, you will not be able to butt the edge of the casting fully against the vertical slide's face. This makes it especially important to check that you will not be machining more off at one end than the other. Now with the two main faces machined, clamp one to the two posts and machine the top edge of the casting making this parallel to the base, Photograph 3.
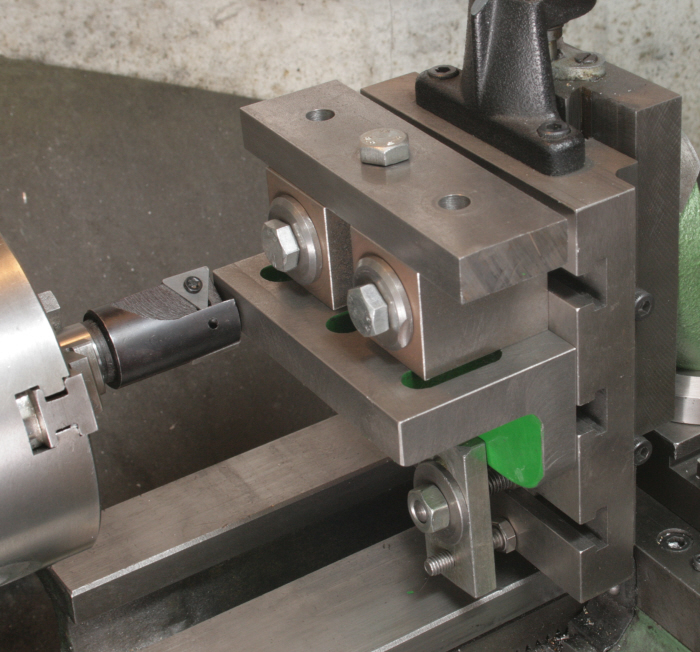
Next machine both edges at both ends of the angle plate as shown in Photograph's 4 and 5. To do this, set the vertical slide round so that its face is parallel to the lathe's axis, checking this with a DTI (Dial Test Indicator) whilst traversing the saddle. This though will only get the ends square to one face. For the other face check also that the undersides of the two posts are also in line and parallel to the lathe's axis. In this case, clamp the angle plate to the two posts and check the top face of the angle plate with a DTI whilst traversing the saddle. If not parallel, loosen the two posts from the vertical slide, keeping them clamped to the angle plate, and adjust the assembly until the top surface of the angle plate is correct. With this done the ends will be square to both faces.
Metalworking
Workshop Projects



2
3
4
5