


Harold Hall
Workshop Projects

Miniature Depth Gauge, Harold Hall
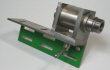
If making a slot or a step in a workpiece on the milling machine or lathe then a digital or vernier calliper is the first choice for accurately determining its measurement, for the viewer who possesses one maybe a depth micrometer. Unfortunately though, within the confines of the machine there is often insufficient room to gain access unless the workpiece and or the tooling is moved away in which case register between cutter and part may be lost. To overcome the problem the little device in this project enables a replica of the distance to be taken which can then be measured remotely as shown in Photograph 1.
The device has a measuring spindle that passes through a hole in a sprung loaded plunger and with this depressed the spindle can drop into the slot or down the side of a step and then held in that position when the plunger is released. With that done the measurement can be established.
Being a simple device manufacture is not that difficult but a few things are worth commenting on.
Base (3)
First cut a short length of 10mm diameter, 20mm long, and face both ends for use as a gauge. Having cut the base to size, but without the tapers, mount in the lathe and bore to size using the piece of 10mm diameter as a gauge, making it a close sliding fit, Photograph 2. The base of the bore is thinner than would normally be expected so as to make the maximum space available for the spring to be fitted. Because of this, it will be a good idea to use a saddle stop, else you may bore right through and it will be a case of start again. Next, produce the tapers on the milling machine.
Clamp (1)
Place the length of 10mm, previously use as a gauge, fully into the bore in the base and drill through both for the spindle. Remove from the Base and with it back in the lathe face the inner end until there is just a very thin web between the end and the hole just drilled, the purpose is again to provide maximum space for the spring. Reverse in the chuck and face the end to length making it slightly concave for comfort in use.


All pictures can be clicked on to provide a larger view
Photograph 2 shows that I am using my Four jaw chuck alternative for holding the base for boring. If the viewer is not conversant with this, click on the above for details. I am using it in a two jaw form and with the supports for thin pieces added to the jaws. I found this easier than using a normal four jaw or a conventional faceplate.
1
2
